Surge Vessel Access & Lining Refurbishment
As part of an ongoing inspection and maintenance programme, Stonbury was contracted to carry out refurbishment works to one of the client’s surge vessels. This included fitting a new manway and recoating the internal surfaces.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
To begin, an ultrasonic thickness test was completed around the area where the new manway was to be installed to determine the steel thicknesses. These readings informed design calculations, conducted to ensure that the new manway met the code requirements. After these were approved, works began on the fabrication of the manway and installation on site.
A full internal access scaffold was erected to facilitate the internal refurbishment works. After this was installed, the existing bitumen coating was removed by grit blasting, which was completed to carefully to direct all extracted dust and debris from the surge vessel into an outside skip to avoid it entering the valve house.
After grit blasting was complete, a full visual inspection was carried out of the internal condition of the steel work, including ultrasonic thickness tests to ascertain if any loss of section had occurred.
A full magnetic particle inspection test was then carried out on all the welds associated with the new manway, which was passed.
For pressure testing, the scaffolding was removed with all external connections to the vessel isolated and blanked off. The vessel was filled with water, gradually vented of air and brought up to the required pressure for its test. This was witnessed and passed by third-party insurers.
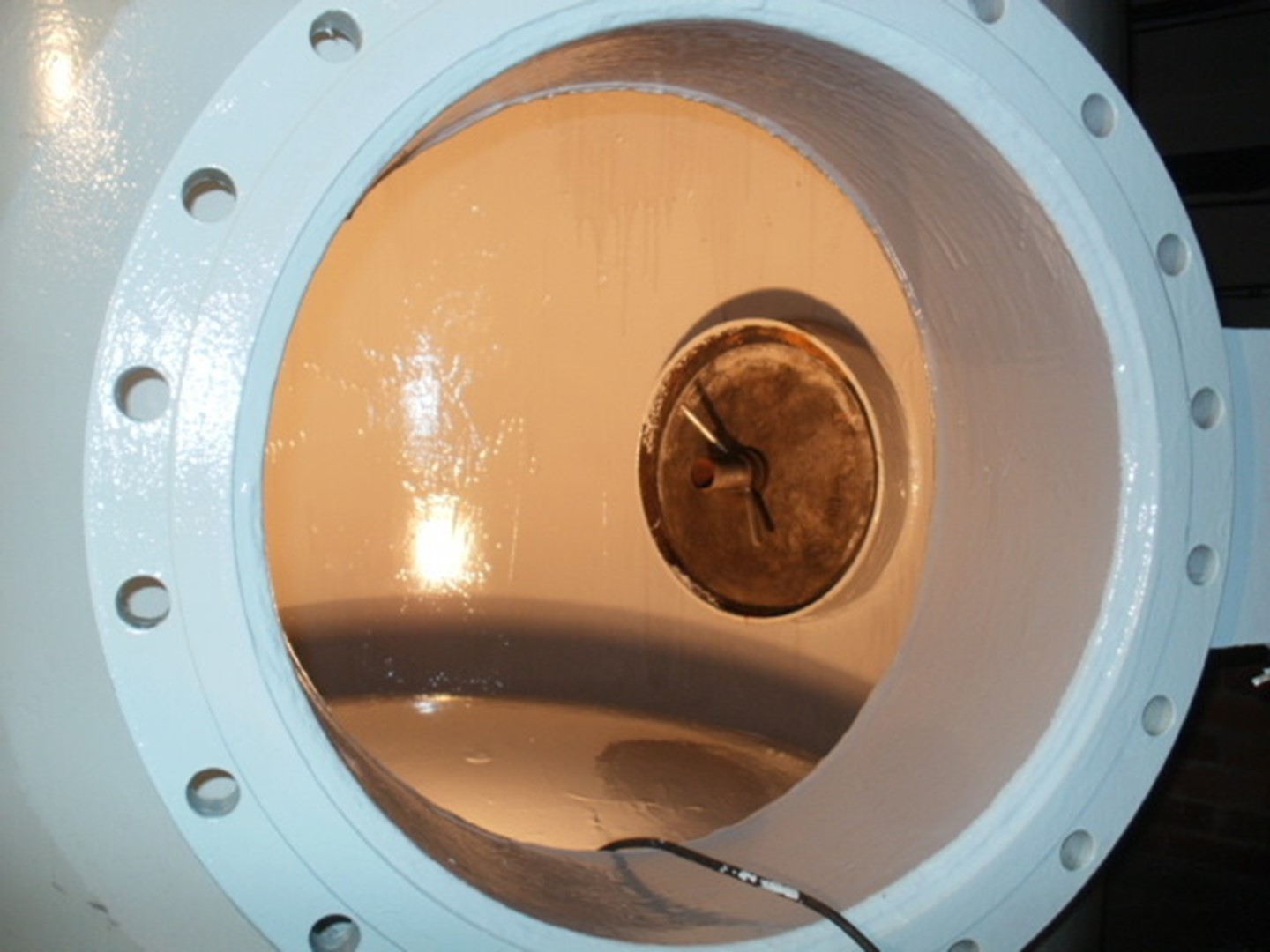
The vessel was then drained and allowed to fully dry. Scaffolding was re-erected for the final coating works. The internal surfaces of the vessel were coated with a solvent-free urethane to a minimum dry film thickness (D.F.T) of 1000 microns (1mm) to give a maintenance-free life of 20 years. Finally, scaffolding was dismantled, and all external connections where re-fitted.
After seven days of product curing, the vessel was sterilised, and the manway was closed. External areas of the vessel (around the Newman way) were coated with a solvent-free epoxy to a minimum D.F.T of 500 microns. This was then coated with a polyurethane topcoat to match the existing colour. The vessel was then returned to service.