Our vision is to be the best water and environment sustainability specialist.
Who we work with












145 Clients Since 2020
39 Frameworks Since 2020
3965 Projects Since 2020
708tCO2e Carbon saving Since 2020
What is a water and environment sustainability specialist?
A water and environment sustainability specialist provides engineering and maintenance solutions to protect critical infrastructure and natural habitats. They focus on asset life extension for water and wastewater networks, alongside environmental works such as weir removal and fish pass construction, ensuring long-term resilience and biodiversity net gain for people and the planet.
Spotlight projects


Storm tank installation
A 55 cubic metre sectional-steel storm tank with sustainable features was installed at a wastewater treatment site to comply with regulations to cut sewage overflows. The works significantly reduced running costs for our client and allowed them to meet specified carbon reduction targets while increasing stormwater capacity to help protect local waterways for decades to come.

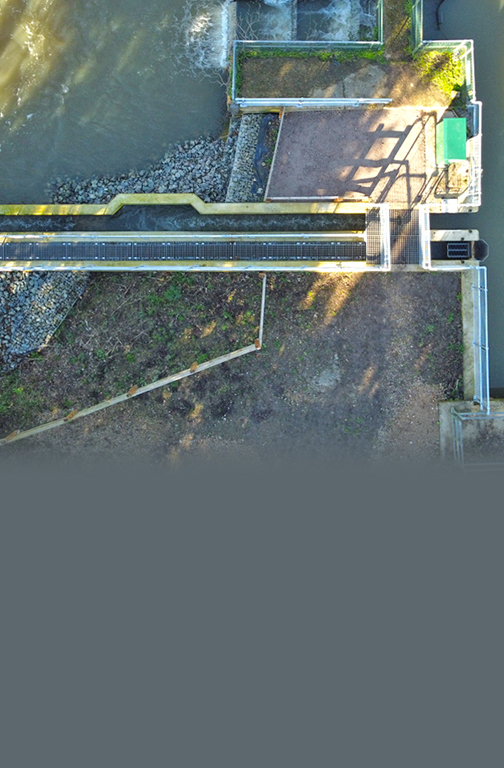
Large-scale weir removal
We successfully opened 340 miles of catchment in the largest project of its kind – in the country – by removing a 70 meter wide, 900 year old medieval weir. Removing the weir significantly improved fish migration, spawning grounds and habitat. Fallen water levels have also allowed natural ecological processes to recommence.

“With a team that truly cares about its work and its clients, we are building on our achievements, leading the way in water and environmental sustainability, and creating a company we are all proud of.”
Colin Perry-Davis
CEO
Featured insights

Stonbury achieves five star grading in British Safety Council Occupational Health and Safety Audit

Beyond potable water – Stonbury’s Full Environmental Capabilities